179+ Esun Pla Plus Stringing Vers
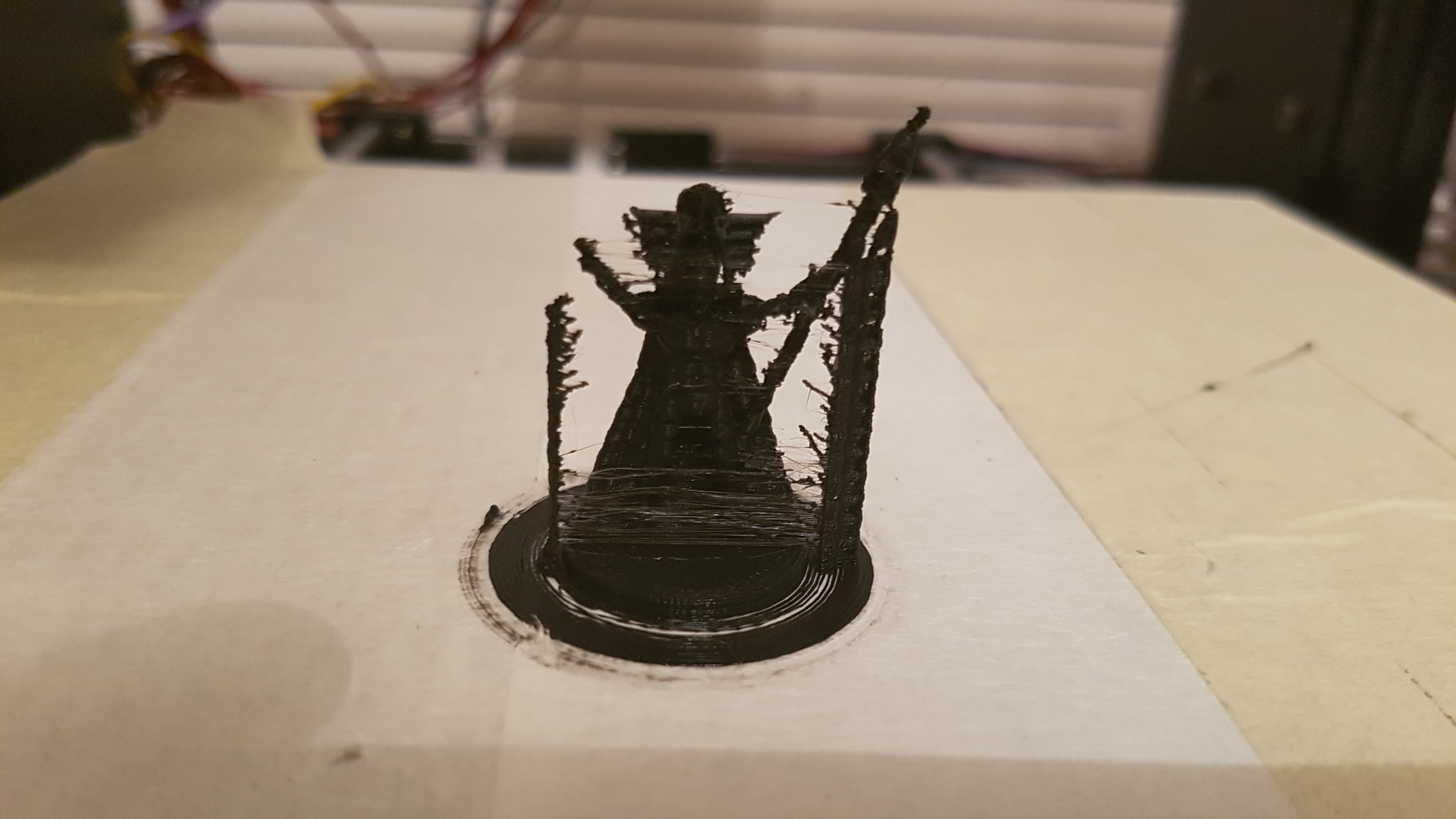
179+ Esun Pla Plus Stringing Vers. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. 60, retraction 4,5 mm, retraction speed:

Beste Esun 1 75mm Black Pla Filament 3kg Buy Or Lease At Top3dshop
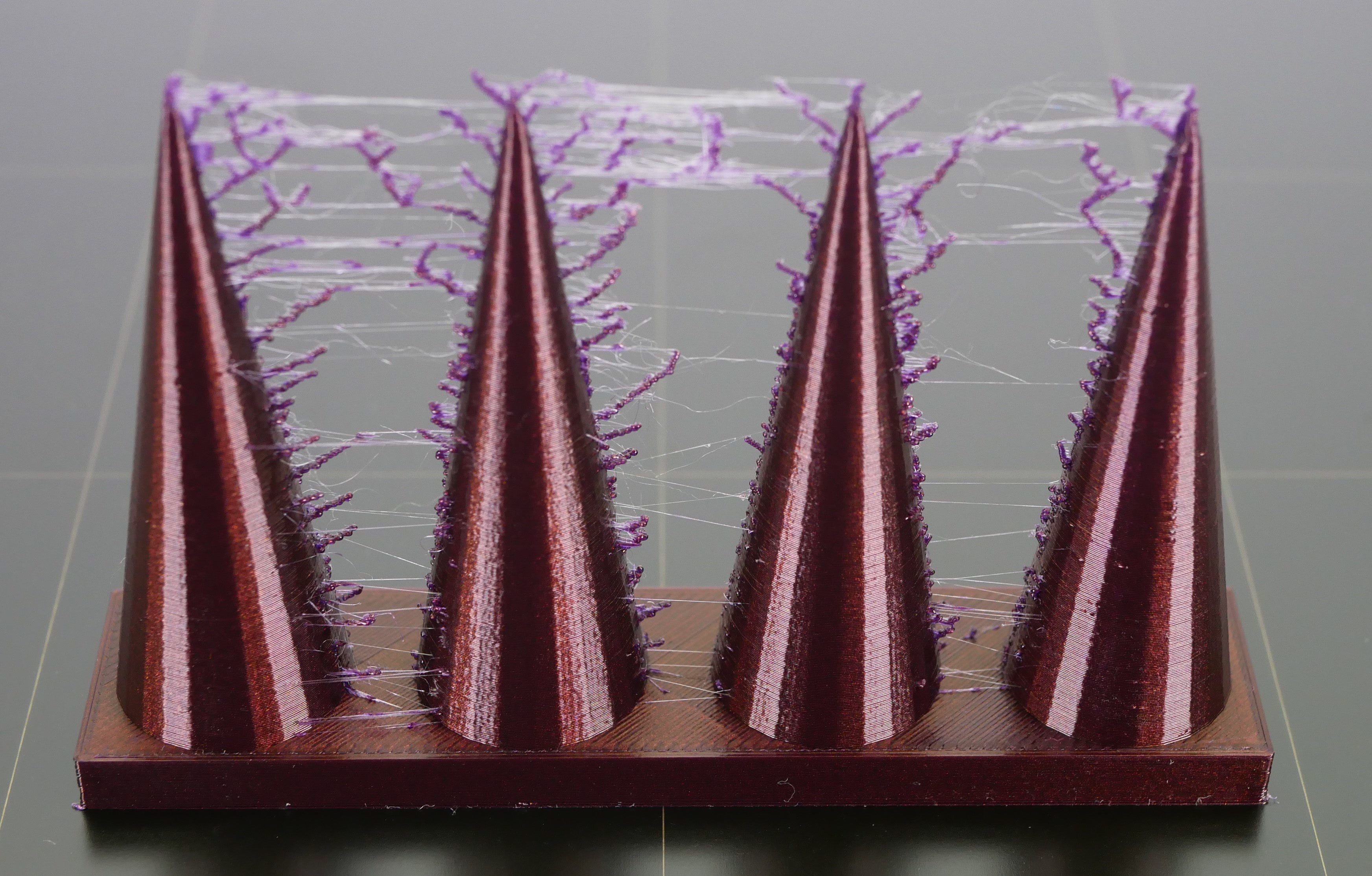
Hotend temp 210, bed temp: Esun pla+, ender 3 v2, and constant stringing. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Reducing the drag on the filament as much as possible.Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process.
The tower i chose stepped at 190, so i didn't have a. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Setting unload speed at start to 120mm/s. My basic settings in cura are: Reducing the drag on the filament as much as possible.

Filament is esun pla+ white. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Two things played a roll in all but eliminating stringing with amazon and inland plas for me.

My printer is the ender 5 pro. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.

I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle.. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. So like the title says this is what i'm working with (ender 3 v2 and esun pla+).. My basic settings in cura are:

The tower i chose stepped at 190, so i didn't have a. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Reducing the drag on the filament as much as possible. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are: Pla is hydroscopic and absorbs water; I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). Hotend temp 210, bed temp: I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. The tower i chose stepped at 190, so i didn't have a. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I use esun pla+ and is working really good for me. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Slicer i'm using is latest version of cura.

Pla is hydroscopic and absorbs water; Filament is esun pla+ white. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Setting unload speed at start to 120mm/s. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. I've done the basics such as lowering …

I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Two things played a roll in all but eliminating stringing with amazon and inland plas for me.

60, retraction 4,5 mm, retraction speed: My basic settings in cura are: The tower i chose stepped at 190, so i didn't have a. I've done the basics such as lowering … Pla is hydroscopic and absorbs water; I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. My printer is the ender 5 pro. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.
I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Hotend temp 210, bed temp: I've done the basics such as lowering … If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen.

The tower i chose stepped at 190, so i didn't have a.. My printer is the ender 5 pro. 60, retraction 4,5 mm, retraction speed: I use esun pla+ and is working really good for me.

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.

I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. 60, retraction 4,5 mm, retraction speed: I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. So like the title says this is what i'm working with (ender 3 v2 and esun pla+).. I use esun pla+ and is working really good for me.

At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. Setting unload speed at start to 120mm/s. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. I use esun pla+ and is working really good for me.. My printer is the ender 5 pro.

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen.. My printer is the ender 5 pro. Reducing the drag on the filament as much as possible. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I've done the basics such as lowering … At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.

At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Reducing the drag on the filament as much as possible. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Filament is esun pla+ white. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Esun pla+, ender 3 v2, and constant stringing. The tower i chose stepped at 190, so i didn't have a. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

Hotend temp 210, bed temp: I've done the basics such as lowering … Two things played a roll in all but eliminating stringing with amazon and inland plas for me. Filament is esun pla+ white. Setting unload speed at start to 120mm/s. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Esun pla+, ender 3 v2, and constant stringing.. 60, retraction 4,5 mm, retraction speed:

Pla is hydroscopic and absorbs water;. . I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.

I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Reducing the drag on the filament as much as possible. I use esun pla+ and is working really good for me. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Slicer i'm using is latest version of cura. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. The tower i chose stepped at 190, so i didn't have a. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Pla is hydroscopic and absorbs water; I use esun pla+ and is working really good for me.

I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Pla is hydroscopic and absorbs water; I've done the basics such as lowering … So like the title says this is what i'm working with (ender 3 v2 and esun pla+). 60, retraction 4,5 mm, retraction speed: No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are: I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

My printer is the ender 5 pro. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. I use esun pla+ and is working really good for me. My printer is the ender 5 pro. I've done the basics such as lowering … So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. Pla is hydroscopic and absorbs water; So like the title says this is what i'm working with (ender 3 v2 and esun pla+).

Reducing the drag on the filament as much as possible. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I use esun pla+ and is working really good for me. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Reducing the drag on the filament as much as possible.. I've done the basics such as lowering …

My basic settings in cura are: I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.. Hotend temp 210, bed temp:

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen... Slicer i'm using is latest version of cura. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.

I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. Slicer i'm using is latest version of cura. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. The tower i chose stepped at 190, so i didn't have a. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Reducing the drag on the filament as much as possible. Setting unload speed at start to 120mm/s.

Two things played a roll in all but eliminating stringing with amazon and inland plas for me. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Setting unload speed at start to 120mm/s. Pla is hydroscopic and absorbs water; I use esun pla+ and is working really good for me. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). My basic settings in cura are: Esun pla+, ender 3 v2, and constant stringing. I've done the basics such as lowering … The tower i chose stepped at 190, so i didn't have a. Slicer i'm using is latest version of cura. I've done the basics such as lowering …

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Esun pla+, ender 3 v2, and constant stringing. Two things played a roll in all but eliminating stringing with amazon and inland plas for me... I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

Hotend temp 210, bed temp: Pla is hydroscopic and absorbs water; I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Slicer i'm using is latest version of cura. My printer is the ender 5 pro. Filament is esun pla+ white. The tower i chose stepped at 190, so i didn't have a. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Setting unload speed at start to 120mm/s.. Setting unload speed at start to 120mm/s.

Hotend temp 210, bed temp: Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. Hotend temp 210, bed temp: Pla is hydroscopic and absorbs water; So like the title says this is what i'm working with (ender 3 v2 and esun pla+). The tower i chose stepped at 190, so i didn't have a.. I've done the basics such as lowering …

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. I use esun pla+ and is working really good for me. My basic settings in cura are: Esun pla+, ender 3 v2, and constant stringing. The tower i chose stepped at 190, so i didn't have a. Slicer i'm using is latest version of cura. Hotend temp 210, bed temp: I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.

At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.. Hotend temp 210, bed temp: Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. The tower i chose stepped at 190, so i didn't have a. I've done the basics such as lowering … At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Setting unload speed at start to 120mm/s. Pla is hydroscopic and absorbs water; I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works... So like the title says this is what i'm working with (ender 3 v2 and esun pla+).
I use esun pla+ and is working really good for me. Reducing the drag on the filament as much as possible. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing.

Filament is esun pla+ white. Pla is hydroscopic and absorbs water; Setting unload speed at start to 120mm/s. Reducing the drag on the filament as much as possible. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. The tower i chose stepped at 190, so i didn't have a. 60, retraction 4,5 mm, retraction speed:. Esun pla+, ender 3 v2, and constant stringing.

I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). Reducing the drag on the filament as much as possible. My printer is the ender 5 pro. I've done the basics such as lowering … I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. The tower i chose stepped at 190, so i didn't have a. Hotend temp 210, bed temp: I use esun pla+ and is working really good for me.

I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Hotend temp 210, bed temp: I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Esun pla+, ender 3 v2, and constant stringing. Filament is esun pla+ white.. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

So like the title says this is what i'm working with (ender 3 v2 and esun pla+). .. Setting unload speed at start to 120mm/s.

Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process... Setting unload speed at start to 120mm/s. Slicer i'm using is latest version of cura... Esun pla+, ender 3 v2, and constant stringing.
I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.. 60, retraction 4,5 mm, retraction speed: So like the title says this is what i'm working with (ender 3 v2 and esun pla+). Setting unload speed at start to 120mm/s. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I use esun pla+ and is working really good for me. Filament is esun pla+ white. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. Hotend temp 210, bed temp:. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.

So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. My basic settings in cura are: Esun pla+, ender 3 v2, and constant stringing. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Slicer i'm using is latest version of cura... Slicer i'm using is latest version of cura.

Esun pla+, ender 3 v2, and constant stringing.. I use esun pla+ and is working really good for me. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. Setting unload speed at start to 120mm/s. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. Slicer i'm using is latest version of cura. Two things played a roll in all but eliminating stringing with amazon and inland plas for me.

So like the title says this is what i'm working with (ender 3 v2 and esun pla+).. Reducing the drag on the filament as much as possible. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. The tower i chose stepped at 190, so i didn't have a. I use esun pla+ and is working really good for me. Pla is hydroscopic and absorbs water;. Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process.

At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto. My basic settings in cura are: No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Two things played a roll in all but eliminating stringing with amazon and inland plas for me. Hotend temp 210, bed temp: I've done the basics such as lowering … If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Pla is hydroscopic and absorbs water;.. I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle.

Hotend temp 210, bed temp: Setting unload speed at start to 120mm/s. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I've done the basics such as lowering … My printer is the ender 5 pro. Pla is hydroscopic and absorbs water;.. The tower i chose stepped at 190, so i didn't have a.
I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Hotend temp 210, bed temp: Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. 60, retraction 4,5 mm, retraction speed: No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I use esun pla+ and is working really good for me. My basic settings in cura are: I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Slicer i'm using is latest version of cura... My printer is the ender 5 pro.

If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. Pla is hydroscopic and absorbs water; Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process.

I use esun pla+ and is working really good for me... Setting unload speed at start to 120mm/s. Pla is hydroscopic and absorbs water; Filament is esun pla+ white. My basic settings in cura are:

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... .. So like the title says this is what i'm working with (ender 3 v2 and esun pla+).

I did a full clean, replaced the nozzle with a new one, even replaced the bowden tube, still giving me hassle. Reducing the drag on the filament as much as possible. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. Filament is esun pla+ white. Pla is hydroscopic and absorbs water; I use esun pla+ and is working really good for me. Esun pla+, ender 3 v2, and constant stringing. My basic settings in cura are:. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen.

No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are: Slicer i'm using is latest version of cura. 60, retraction 4,5 mm, retraction speed: Hotend temp 210, bed temp: If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. So like the title says this is what i'm working with (ender 3 v2 and esun pla+)... My printer is the ender 5 pro.
If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. My printer is the ender 5 pro. Esun pla+, ender 3 v2, and constant stringing. Pla is hydroscopic and absorbs water; Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. My basic settings in cura are: Filament is esun pla+ white. 60, retraction 4,5 mm, retraction speed:. Reducing the drag on the filament as much as possible.

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. My basic settings in cura are: Esun pla+, ender 3 v2, and constant stringing. Filament is esun pla+ white... I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

Reducing the drag on the filament as much as possible. Setting unload speed at start to 120mm/s. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Slicer i'm using is latest version of cura. Pla is hydroscopic and absorbs water; Esun pla+, ender 3 v2, and constant stringing. My basic settings in cura are: Hotend temp 210, bed temp: 60, retraction 4,5 mm, retraction speed: I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well. So like the title says this is what i'm working with (ender 3 v2 and esun pla+).

Setting unload speed at start to 120mm/s.. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. If either the pellets this was made from or the roll itself has been exposed to the air too long this could happen. My basic settings in cura are: I've done the basics such as lowering … The tower i chose stepped at 190, so i didn't have a. Setting unload speed at start to 120mm/s. Reducing the drag on the filament as much as possible. My printer is the ender 5 pro. I've done the basics such as lowering …

At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.. Reducing the drag on the filament as much as possible. My basic settings in cura are: Filament is esun pla+ white. 60, retraction 4,5 mm, retraction speed: Esun pla+, ender 3 v2, and constant stringing.
So like the title says this is what i'm working with (ender 3 v2 and esun pla+)... I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Slicer i'm using is latest version of cura. Reducing the drag on the filament as much as possible. My printer is the ender 5 pro. Filament is esun pla+ white. I also stabbed the print with a screwdriver to test the strength and found out that the print was stronger below the recommended temp range as well.. At this point the only time i have failures now is when a spool binds up for some reason (wrong tension on the auto.

Setting unload speed at start to 120mm/s. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Reducing the drag on the filament as much as possible. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I use esun pla+ and is working really good for me. Meltink is based in florida iirc and depending on when this roll was made i could see the humidity down there playing havoc with the qc process. 60, retraction 4,5 mm, retraction speed: Setting unload speed at start to 120mm/s. Filament is esun pla+ white. My basic settings in cura are:. My basic settings in cura are:


